Hướng Dẫn Chi Tiết: Quản Lý Rung Động (Vibration) Trong Phay Ngón Hợp Kim
Hướng Dẫn Toàn Diện: Kiểm Soát Rung Động (Vibration) Trong Phay Ngón Hợp Kim
Rung Động và Rung Chấn (Chatter) Trong Gia Công Phay Ngón là Gì?
Trong các nguyên công phay ngón hợp kim (solid end milling), rung động (vibration) là chuyển động qua lại không mong muốn giữa dụng cụ cắt và phôi. Mặc dù một mức độ rung động siêu nhỏ luôn tồn tại, rung chấn (chatter) là rung động quá mức có thể gây ra những hậu quả nghiêm trọng:
-
Giảm chất lượng bề mặt chi tiết.
-
Làm mẻ lưỡi cắt và rút ngắn tuổi thọ dụng cụ.
-
Gây hư hỏng trục chính máy hoặc các bộ phận quan trọng khác.
Nguyên nhân gây Rung Chấn: Chủ yếu do lực cắt thay đổi nhanh chóng khi mỗi lưỡi cắt của dao phay ăn và thoát khỏi phôi. Sự dao động tải trọng này khiến toàn bộ hệ thống (dao, cán, trục chính) bị lắc, đặc biệt khi độ cứng vững của thiết lập không đủ.

5 Bí Quyết Vàng Giảm Rung Chấn Cho Dao Phay Ngón Seco
Việc quản lý rung động hiệu quả là chìa khóa để đạt được độ chính xác và năng suất cao. Hãy áp dụng 5 chiến lược sau:
1. Ưu Tiên Phay Thuận (Climb Milling) 🥇
Lựa chọn vị trí dao cắt quyết định cách tải trọng được truyền vào chi tiết:
-
Phay Thuận (Climb / Down Milling): Dao cắt chuyển động cùng chiều với hướng tiến dao. Lực cắt được truyền vào chiều dày phoi tối đa khi vào, giúp đẩy nhiệt vào phoi và bảo vệ lưỡi cắt. Đây là phương pháp được khuyến nghị rộng rãi nhất.
-
Lưu ý: Phay Nghịch (Conventional / Up Milling) chỉ nên được cân nhắc trên các máy cũ, kém ổn định.

2. Tối Ưu Chiều Dài Vươn Ra (Overhang) Ngắn Nhất
Quy tắc cơ bản: luôn lắp dao phay ngón hợp kim với chiều dài vươn ra (overhang) ngắn nhất có thể (chiều dài không được đỡ bên ngoài cán dao).
-
Overhang dài: Dễ rung động hơn, dẫn đến mẻ lưỡi cắt và tăng độ mòn mặt sau (flank wear). Dụng cụ sẽ bị lệch nhiều hơn trong quá trình gia công.

3. Chọn Cán Dao Chống Rung Chấn (Tool Holder)
Cán dao (Tool Holder) là thành phần cốt lõi của độ cứng vững:
-
Độ cứng vững: Cán dao càng ngắn và càng chắc chắn (bulkier) thì độ cứng vững càng tối ưu.
-
Giảm chấn: Sử dụng các công nghệ tiên tiến như mâm cặp thủy lực (Hydraulic Chucks) hoặc mâm cặp kẹp nhiệt (Shrinkfit holders). Các loại cán dao này cung cấp hiệu ứng giảm chấn (damping effect), giúp giảm rung động, kéo dài tuổi thọ dụng cụ và cải thiện độ bóng bề mặt.
-
Vệ sinh: Luôn làm sạch kỹ lưỡng cán dao và chuôi dao trước khi lắp để đảm bảo độ chính xác và tránh rung động do bụi bẩn.


4. Đảm bảo Độ Đảo Thấp (Low Run-out)
Độ đảo (Run-out) là mức độ dao bị lệch khỏi trục quay. Độ đảo càng thấp, lực cắt được phân bố càng đều trên mỗi răng.
-
Hậu quả Run-out cao: Gây mòn dụng cụ sớm, rung động quá mức, và chất lượng bề mặt kém. Bạn cần biết rằng, tuổi thọ dụng cụ có thể giảm khoảng 10% cho mỗi 0.02 mm độ đảo.
5. Kỹ Thuật "Lăn" Vào Vết Cắt (Rolling into the Cut)
Đây là phương pháp tiếp xúc dần dần với phôi bằng cách tăng dần tốc độ tiến dao và chiều sâu cắt.
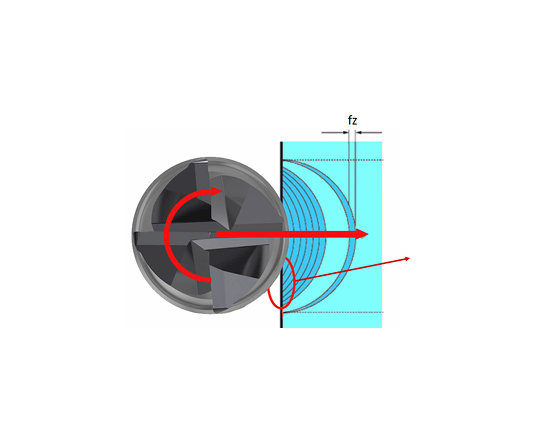
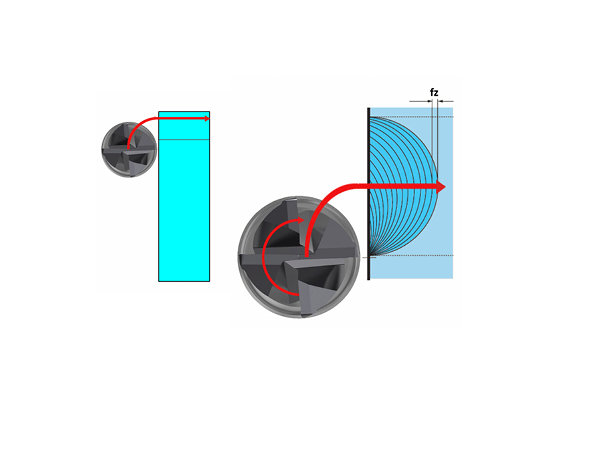
-
Lợi ích: Giữ phoi mỏng khi thoát ra, ngăn chặn các đỉnh lực đột ngột gây rung động, mang lại tuổi thọ dụng cụ tốt hơn và chất lượng chi tiết vượt trội.
Dự Đoán và Tối Ưu Quy Trình Phay Ngón Seco Bằng Khoa Học
Để loại bỏ rung chấn một cách có hệ thống, các kỹ sư Seco Tools khuyến nghị sử dụng các công cụ dự đoán và chiến lược gia công tiên tiến:
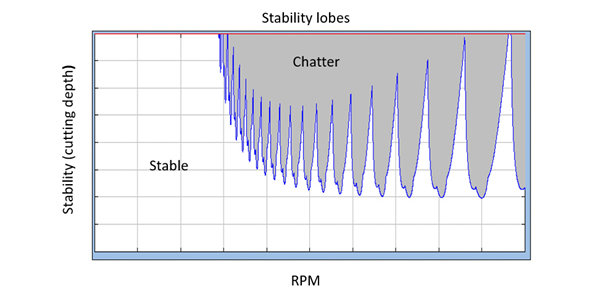
Hệ Thống Thùy Ổn Định Gia Công (Stability Lobes System)
Hệ thống này là một biểu đồ thể hiện sự ổn định của quá trình cắt, giúp dự đoán rung động dựa trên sự tương tác giữa:
-
Tốc độ trục chính (Spindle Speed - RPM)
-
Chiều sâu cắt (Depth of Cut)
Biểu đồ sẽ tạo ra các vùng ổn định (nằm bên trong các "thùy" - lobes) cho phép thợ máy vận hành trong các thông số an toàn, tránh rung chấn.
4 Chiến Lược Gia Công Tối Ưu Tốc Độ và Ổn Định
Liên Hệ Tân Hợp Tiến - Chuyên Gia Dao Phay Ngón Seco Tools
Việc quản lý rung động là một bước đi quan trọng để đạt được chất lượng bề mặt hoàn hảo và tối đa hóa tuổi thọ dao phay ngón hợp kim Seco của bạn.
Nếu bạn cần tư vấn về các giải pháp chống rung như cán dao thủy lực, các dòng dao phay ngón hợp kim có góc xoắn biến thiên (Variable Helix) hoặc ứng dụng các chiến lược phay tiên tiến (HFM, Trochoidal), hãy liên hệ với chúng tôi ngay hôm nay!
Thông tin liên hệ:
-
Website: https://tanhoptien.com/
-
Email: info@tanhoptien.com
-
Hotline: 0972 816 623 – 0913 336 484
Nhấn để xem thêm các sản phẩm dao phay ngón hợp kim chất lượng cao.

- Tối Ưu Gia Công Tiện Inox: Làm Chủ Công Nghệ Tiện Động Học Và Kiểm Soát Phoi
- Thách Thức Khoan Lỗ Ngành Ô Tô: Bí Quyết Đảm Bảo Độ Ổn Định Trong Sản Xuất Hàng Loạt
- Cách Chọn Dao Phay Bước Tiến Cao (High Feed Milling) Phù Hợp Nhất
- Phay Mặt CNC (Face Milling) Là Gì? Ý Nghĩa, Phương Pháp Và Công Cụ Đột Phá Hiệu Suất
- Phay Mặt và Phay Cạnh: Lựa Chọn Phương Pháp Tối Ưu Cho Mọi Lát Cắt
- Thép Không Gỉ (Stainless Steel): Đặc Điểm, Phân Loại Và Bí Quyết Gia Công
- Nhóm Vật Liệu H: Thép Đã Qua Tôi Cứng (Hardened Steel)
- Nhóm Vật Liệu S: Siêu Hợp Kim Chịu Nhiệt Và Hợp Kim Titan
- Nhóm Vật Liệu N (Kim Loại Phi Sắt): Đặc Điểm Và Bí Quyết Gia Công Nhôm Tối Ưu
- Nhóm Vật Liệu P (Thép): Đặc Điểm Kỹ Thuật Và Bí Quyết Gia Công Tối Ưu
- Nhóm Vật Liệu K (Gang): Đặc Điểm Kỹ Thuật Và Bí Quyết Gia Công Tối Ưu
- Dynamic Milling (Phay Phá Thô Tiên Tiến): Bí Quyết Bứt Phá Năng Suất Gia Công Lên 70%
- Tinh Chỉnh Tốc Độ Cắt: Từ Dữ Liệu Catalog Đến Giá Trị Thực Tế
- 7 Lợi Ích Của Dụng Cụ Cắt Gọt Đa Năng Trong Gia Công Kim Loại
- 5 Xu Hướng Sản Xuất Gia Tăng Đột Phá Trong Sản Xuất Và Chế Tạo Dụng Cụ
- 🔓 Phá Vỡ Tắc Nghẽn Sản Xuất: 8 Bước Tối Ưu Hóa Quy Trình Cắt Gọt Kim Loại
- ⏱️ 5 Bí Quyết Vàng Để Kiểm Soát và Cải Thiện Thời Gian Giao Hàng (Lead Times)
- In 3D (Additive Manufacturing) Đánh Dấu Bước Ngoặt Trong Ngành Y Tế
- Vượt Qua Thách Thức Chuỗi Cung Ứng Và Tăng Hiệu Quả Gia Công Thép Không Gỉ
- Quản Lý Mài Mòn Dụng Cụ Khi Gia Công Thép Không Gỉ (Stainless Steel)
- Góc Công Nghệ: Sự Lên Ngôi Của MMCs – Ưu Điểm, Thách Thức Và Giải Pháp Gia Công Vật Liệu Composite Ma Trận Kim Loại
- Hướng Dẫn Lựa Chọn Dụng Cụ Và Tối Ưu Dữ Liệu Cắt Khi Gia Công Thép Không Gỉ (Inox)
- Góc Công Nghệ: Tiên Phong Trong Độ Chính Xác – Đổi Mới Của Công Nghệ Gia Công Laser
- Góc Công Nghệ: Vượt Qua Những Phức Tạp Trong Chuỗi Cung Ứng Hàng Không Vũ Trụ
- Doa Lỗ Chính Xác Hoàn Hảo: Kỹ Thuật Reaming Thành Công Với Nanojet Của Seco
Tin cùng loại