Thách Thức Khoan Lỗ Ngành Ô Tô: Bí Quyết Đảm Bảo Độ Ổn Định Trong Sản Xuất Hàng Loạt
🚀 Thách Thức Khoan Lỗ Ngành Ô Tô: Bí Quyết Đảm Bảo Độ Ổn Định Trong Sản Xuất Hàng Loạt
Trong dây chuyền sản xuất ô tô quy mô lớn, các nguyên công khoan lỗ đóng vai trò là "trọng tâm của trọng tâm". Từ các chi tiết trong hệ thống truyền động (động cơ, hộp số) cho đến hệ thống khung gầm và linh kiện an toàn, hàng triệu lỗ khoan được tạo ra mỗi năm dưới những điều kiện gia công vô cùng khắc nghiệt.
Mặc dù khoan là một công nghệ cắt gọt đã rất quen thuộc, nhưng việc duy trì tính đồng nhất và độ chính xác ở quy mô hàng loạt (high-volume production) vẫn là bài toán hóc búa đối với nhiều doanh nghiệp phụ trợ ô tô hiện nay.

💎 Tại Sao Chất Lượng Lỗ Khoan Lại Quyết Định Thành Bại?
Trong sản xuất ô tô, nguyên công khoan hiếm khi đứng độc lập. Chất lượng của lỗ khoan (độ chính xác kích thước, độ tròn, độ bóng bề mặt) ảnh hưởng trực tiếp đến các nguyên công tiếp theo như: Doa (Reaming), Taro (Tapping), ép bạc, và độ chính xác khi lắp ráp tổng thể.
Một sai lệch nhỏ ở nguyên công khoan có thể gây ra hiệu ứng domino làm giảm hiệu suất toàn bộ dây chuyền, tăng tỷ lệ phế phẩm và đẩy chi phí sản xuất lên cao.
🛠 5 Thách Thức Lớn Nhất Trong Khoan Lỗ Ngành Ô Tô
1. Dung sai ngày càng khắt khe qua các chu kỳ chạy dao dài
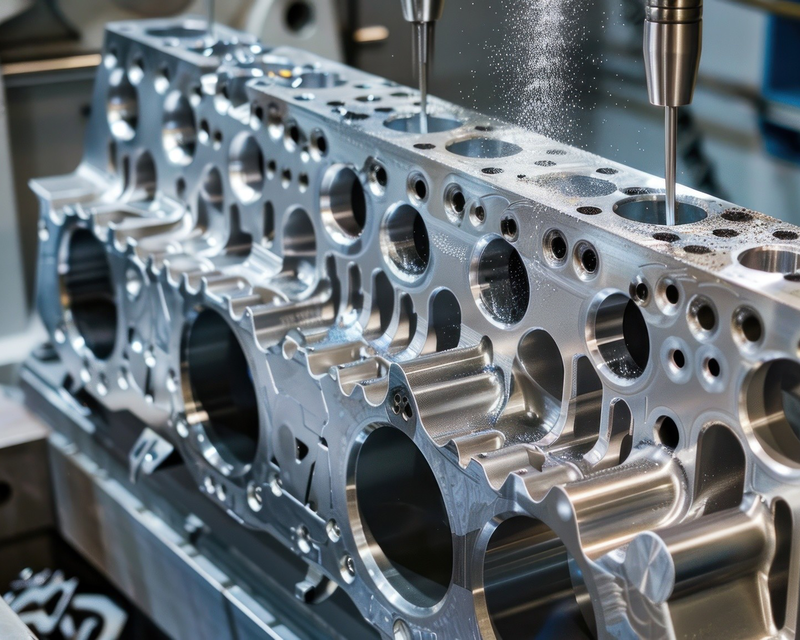
Các chi tiết như đầu xy lanh, vỏ hộp số (cylinder head), hay hệ thống phanh yêu cầu dung sai kích thước ở mức Micron.
-
Vấn đề: Hiện tượng lệch tâm dao (runout), độ cứng vững của đồ gá kém hoặc độ rung chấn của máy qua thời gian sẽ làm thay đổi kích thước và độ tròn của lỗ.
-
Giải pháp: Sử dụng các dòng mũi khoan hợp kim nguyên khối (Solid Carbide Drill) hoặc mũi khoan gắn mảnh (Indexable Drill) của Seco có hình học lưỡi cắt tối ưu, kết hợp với bầu kẹp dao độ chính xác cao để triệt tiêu rung động.
2. Bài toán thoát phoi tại các lỗ sâu và hốc cắt gián đoạn
Vận tốc cắt (Vc) ở tâm mũi khoan luôn bằng 0, tạo ra ứng suất cắt rất phức tạp. Phoi nếu không được kiểm soát sẽ gây kẹt rãnh, làm xước bề mặt lỗ hoặc gây gãy dao ngay lập tức.
-
Giải pháp: Ứng dụng công nghệ khoan có lỗ tưới nguội xuyên tâm (Through-Coolant) với áp lực cao. Dòng dung dịch làm mát được đưa trực tiếp đến đỉnh vát của mũi khoan, vừa hạ nhiệt tức thì vừa đẩy phoi ra ngoài mượt mà, đảm bảo dây chuyền tự động hoạt động liên tục mà không phải dừng máy.
3. Sự thay đổi vật liệu: Xu hướng xe điện và giảm trọng lượng
Ngành ô tô đang dịch chuyển mạnh mẽ sang sử dụng các vật liệu nhẹ và vật liệu mới:
-
Hợp kim nhôm: Đòi hỏi tốc độ cắt cực cao và dễ bị lẹo dao (built-up edge).
-
Thép cường độ cao (AHSS): Sinh nhiệt cực lớn, làm mòn dao nhanh chóng.
-
Vật liệu Composite: Dễ bị tách lớp (delamination) nếu lực cắt không tối ưu.
-
Thách thức: Các nhà máy thường phải chuyển đổi liên tục giữa khoan Nhôm và khoan Thép AHSS trên cùng một dây chuyền, đòi hỏi mũi khoan phải có lớp phủ chịu nhiệt đặc chủng (như các lớp phủ cấu trúc nano của Seco).
4. Cân bằng giữa tuổi thọ dao và thời gian chu kỳ (Cycle Time)
Dây chuyền ô tô được thiết kế để đạt sản lượng tối đa, bất kỳ sự cố dừng máy ngoài kế hoạch nào cũng đều gây thiệt hại lớn. Để tối ưu chi phí trên mỗi lỗ khoan (Cost per hole), nhà sản xuất không chỉ cần dao cắt nhanh mà quan trọng hơn là tuổi thọ dao phải dự đoán được.

5. Tích hợp nhà máy thông minh (Công nghiệp 4.0)
Hệ thống tự động hóa đòi hỏi mũi khoan phải hoạt động ổn định và có thể giám sát. Bằng cách theo dõi tải trọng trục chính (spindle load), áp lực nước làm mát và độ rung theo thời gian thực, hệ thống có thể đưa ra cảnh báo bảo trì dự đoán (Predictive Maintenance) trước khi dao bị mẻ hoặc gãy.
🎯 Bộ Quy Tắc Chuẩn Để Ổn Định Quy Trình Khoan Lỗ
Để cải thiện hiệu suất, các chuyên gia Seco khuyên nhà sản xuất nên tập trung vào tính ổn định lặp lại thay vì cố gắng ép dao chạy ở giới hạn tốc độ tối đa.
-
Chuẩn hóa quy trình: Thiết lập rõ ràng các thông số cắt, chu kỳ thay dao định kỳ để loại bỏ các biến số giữa các ca làm việc.
-
Kiểm tra điều kiện lỗ mồi (Pre-hole): Đảm bảo bề mặt tiếp xúc ban đầu phẳng, giảm thiểu lực tác động đột ngột lên đỉnh mũi khoan.
📋 Checklist Nhanh Để Tối Ưu Năng Suất Khoan Cho Xưởng Của Bạn
-
[ ] Kiểm tra thiết kế thoát phoi: Đảm bảo rãnh xoắn của dao và áp lực tưới nguội phù hợp với độ sâu của lỗ (đặc biệt là lỗ sâu > 5D).
-
[ ] Kiểm soát độ ổn định: Đo độ đảo (runout) của bầu kẹp và độ cứng vững của hệ thống đồ gá để tránh rung chấn.
-
[ ] Đúng dao - Đúng việc: Chọn đúng biên dạng hình học chuyên dụng cho Nhôm hoặc Thép cường độ cao dựa trên khuyến nghị của hãng.
-
[ ] Giám sát dòng cắt: Sử dụng hệ thống cảnh báo tải của máy CNC để phát hiện sớm hiện tượng mòn dao.
🤝 Tân Hợp Tiến – Đối Tác Giải Pháp Gia Công Ngành Ô Tô Hàng Đầu
Là đại lý chính thức của Seco Tools Việt Nam, Tân Hợp Tiến không chỉ cung cấp các dòng mũi khoan chất lượng cao mà còn mang đến giải pháp toàn diện giúp các nhà máy phụ trợ ô tô tối ưu hóa chu kỳ sản xuất, giảm chi phí trên từng đầu sản phẩm.
📞 Thông Tin Liên Hệ
CÔNG TY TÂN HỢP TIẾN
-
Website: tanhoptien.com
-
Hotline: 0972 816 623 – 0913 336 484
-
Email: info@tanhoptien.com

- Tối Ưu Gia Công Tiện Inox: Làm Chủ Công Nghệ Tiện Động Học Và Kiểm Soát Phoi
- Cách Chọn Dao Phay Bước Tiến Cao (High Feed Milling) Phù Hợp Nhất
- Phay Mặt CNC (Face Milling) Là Gì? Ý Nghĩa, Phương Pháp Và Công Cụ Đột Phá Hiệu Suất
- Phay Mặt và Phay Cạnh: Lựa Chọn Phương Pháp Tối Ưu Cho Mọi Lát Cắt
- Thép Không Gỉ (Stainless Steel): Đặc Điểm, Phân Loại Và Bí Quyết Gia Công
- Nhóm Vật Liệu H: Thép Đã Qua Tôi Cứng (Hardened Steel)
- Nhóm Vật Liệu S: Siêu Hợp Kim Chịu Nhiệt Và Hợp Kim Titan
- Nhóm Vật Liệu N (Kim Loại Phi Sắt): Đặc Điểm Và Bí Quyết Gia Công Nhôm Tối Ưu
- Nhóm Vật Liệu P (Thép): Đặc Điểm Kỹ Thuật Và Bí Quyết Gia Công Tối Ưu
- Nhóm Vật Liệu K (Gang): Đặc Điểm Kỹ Thuật Và Bí Quyết Gia Công Tối Ưu
- Dynamic Milling (Phay Phá Thô Tiên Tiến): Bí Quyết Bứt Phá Năng Suất Gia Công Lên 70%
- Tinh Chỉnh Tốc Độ Cắt: Từ Dữ Liệu Catalog Đến Giá Trị Thực Tế
- 7 Lợi Ích Của Dụng Cụ Cắt Gọt Đa Năng Trong Gia Công Kim Loại
- 5 Xu Hướng Sản Xuất Gia Tăng Đột Phá Trong Sản Xuất Và Chế Tạo Dụng Cụ
- 🔓 Phá Vỡ Tắc Nghẽn Sản Xuất: 8 Bước Tối Ưu Hóa Quy Trình Cắt Gọt Kim Loại
- ⏱️ 5 Bí Quyết Vàng Để Kiểm Soát và Cải Thiện Thời Gian Giao Hàng (Lead Times)
- In 3D (Additive Manufacturing) Đánh Dấu Bước Ngoặt Trong Ngành Y Tế
- Vượt Qua Thách Thức Chuỗi Cung Ứng Và Tăng Hiệu Quả Gia Công Thép Không Gỉ
- Quản Lý Mài Mòn Dụng Cụ Khi Gia Công Thép Không Gỉ (Stainless Steel)
- Góc Công Nghệ: Sự Lên Ngôi Của MMCs – Ưu Điểm, Thách Thức Và Giải Pháp Gia Công Vật Liệu Composite Ma Trận Kim Loại
- Hướng Dẫn Lựa Chọn Dụng Cụ Và Tối Ưu Dữ Liệu Cắt Khi Gia Công Thép Không Gỉ (Inox)
- Góc Công Nghệ: Tiên Phong Trong Độ Chính Xác – Đổi Mới Của Công Nghệ Gia Công Laser
- Góc Công Nghệ: Vượt Qua Những Phức Tạp Trong Chuỗi Cung Ứng Hàng Không Vũ Trụ
- Doa Lỗ Chính Xác Hoàn Hảo: Kỹ Thuật Reaming Thành Công Với Nanojet Của Seco
- 8 Ưu Điểm Đột Phá Của Phay Bước Tiến Cao (High Feed Milling) Với Mảnh Hợp Kim Thay Thế
Tin cùng loại