⏱️ 5 Bí Quyết Vàng Để Kiểm Soát và Cải Thiện Thời Gian Giao Hàng (Lead Times)
⏱️ 5 Bí Quyết Vàng Để Kiểm Soát và Cải Thiện Thời Gian Giao Hàng (Lead Times)
Giải thích với khách hàng về sự chậm trễ đơn hàng là điều khó khăn nhất trong sản xuất. Khách hàng chỉ chấp nhận lời xin lỗi vài lần trước khi tìm kiếm nhà sản xuất đáng tin cậy hơn. May mắn thay, việc kiểm soát Lead Time không phải là điều bất khả thi; nó chỉ đòi hỏi một sự thay đổi trong cách quản lý vận hành.
Đây là 5 giải pháp đơn giản nhưng hiệu quả giúp mọi xưởng sản xuất cải thiện thời gian giao hàng, tăng độ tin cậy và giữ lời hứa với khách hàng.
1. Đừng Nhắm Tới Mục Tiêu Khai Thác 100% Công Suất
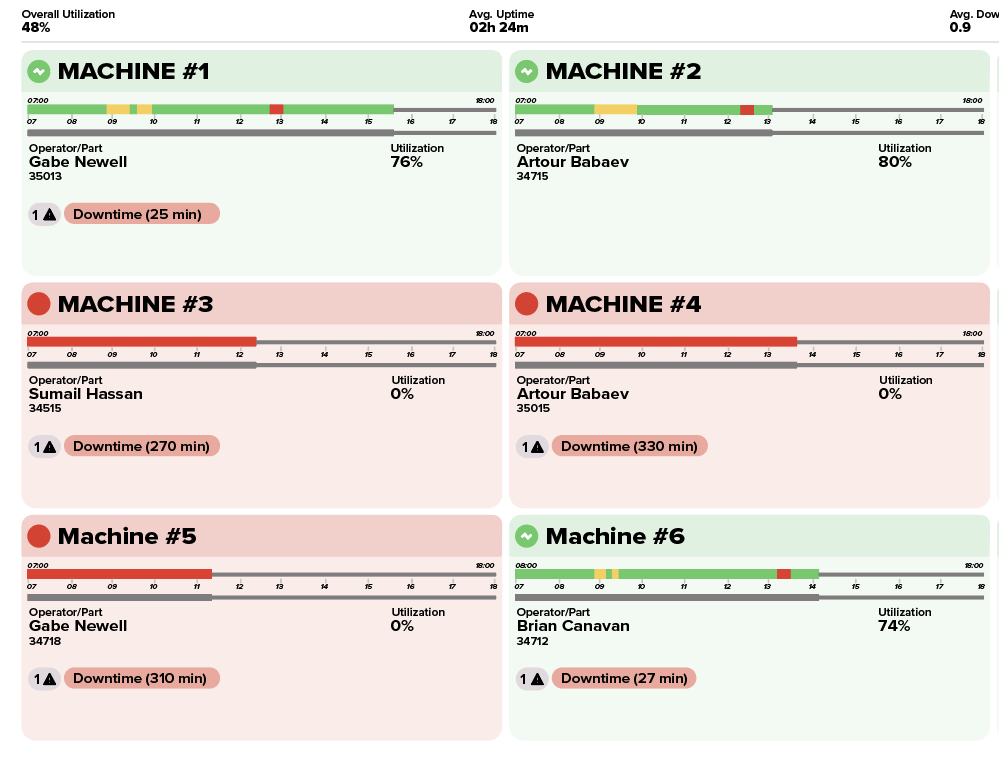
Nghe có vẻ phi logic, nhưng việc lập kế hoạch sử dụng 100% công suất thiết bị sẽ dẫn đến Lead Time dài hơn 100% thời gian.
Nhiều nhà máy tin rằng tối đa hóa năng suất sẽ tối đa hóa sản lượng. Tuy nhiên, trên thực tế, thời gian chờ (waiting times) tăng theo cấp số nhân khi mức độ sử dụng tăng cao (như chứng minh bởi các mô hình toán học).
-
Vấn đề: Ở mức sử dụng 100%, không có chỗ cho sai sót. Khi một máy dừng đột ngột, không có máy nào dự phòng để tiếp tục sản xuất, gây ra tắc nghẽn và chậm trễ ngay lập tức.
-
Giải pháp tối ưu: Mức độ sử dụng 80-85% thường là tối ưu. Khoảng thời gian dư ra này nên được đầu tư vào cải tiến liên tục (continuous improvement) và đào tạo nâng cao cho nhân viên, mang lại lợi ích lâu dài hơn là cố gắng đẩy máy chạy hết công suất.
2. Ưu Tiên "Vào Trước, Ra Trước" (FIFO), Không Phải GIGO
Khi khách hàng đặt hàng, điều gì xảy ra tiếp theo? Hầu hết các xưởng đều đẩy đơn hàng vào sản xuất càng sớm càng tốt. Nhưng như định luật Little’s Law đã chứng minh, việc này lại gây ra tác dụng ngược: nếu công suất của xưởng không tăng, thì việc tăng thêm công việc đang tiến hành (WIP - Work in Progress) sẽ làm tăng thời gian giao hàng (Lead Times).

-
Nguyên tắc FIFO: Cách tốt nhất để giữ Lead Time ổn định là giữ WIP ổn định. Điều này được thực hiện bằng cách áp dụng phương pháp “Vào trước, Ra trước” (First In, First Out) một cách có trật tự.
-
Lợi ích: Phương pháp FIFO giúp dự đoán Lead Time đơn giản hơn dựa trên lượng công việc tồn đọng (backlog) tại bất kỳ thời điểm nào.
3. Sản Xuất Đúng Thứ Cần Thiết, Không Chỉ Sản Xuất Nhiều Thứ
Tâm lý "Vào trước, Ra trước" cũng phải được áp dụng cho thứ tự hoàn thành công việc.
Nhiều thợ máy tin rằng họ tiết kiệm thời gian bằng cách chuyển đổi qua lại giữa các công việc ngắn, nhanh hoàn thành (quick-to-complete jobs) mà sử dụng cùng một thiết lập máy. Tuy nhiên:
-
Hậu quả: Những chi tiết bị bỏ qua sẽ mất nhiều thời gian hơn để hoàn thành, dẫn đến sự thất vọng cho các khách hàng đó.
-
Quy tắc: Hãy khuyến khích thợ máy tuân thủ lịch trình đã định càng sát càng tốt. Hoàn thành công việc theo đúng thứ tự là cách tốt nhất để đảm bảo tất cả khách hàng hài lòng và Lead Time được kiểm soát.
4. Tiêu Chuẩn Hóa Mọi Quy Trình (Standardize Everything)
Nếu hỏi năm thợ máy về cách thiết lập cho một công việc lặp lại thường xuyên, bạn sẽ nhận được năm câu trả lời khác nhau và năm thời gian thiết lập khác nhau. Điều này khiến việc dự đoán Lead Time trở nên cực kỳ khó khăn.

-
Giải pháp hiển nhiên: Tiêu chuẩn hóa quy trình (Standardized processes) để giảm thiểu tác động của sự khác biệt cá nhân lên thời gian thực hiện.
-
Kỹ thuật thực hiện: Một phương pháp đáng tin cậy là SMED (Single-Minute Exchange of Die). Kỹ thuật này sử dụng quay video, phỏng vấn và thảo luận để khám phá và lập hồ sơ chính xác cách tốt nhất để thực hiện một tác vụ cụ thể, từ đó giảm thời gian thiết lập máy xuống mức tối thiểu.
5. Cung Cấp Phản Hồi Cho Thợ Máy Về Những Thứ Họ Kiểm Soát Được
Thợ máy là những cá nhân có khả năng cải tiến. Tuy nhiên, Lead Time là một chỉ số KPI trễ (lagging KPI) và vô dụng, thậm chí phản tác dụng.
-
Vấn đề của KPI trễ: Khi được yêu cầu giải quyết Lead Time dài, thợ máy có xu hướng tăng sản lượng bằng cách bỏ qua các công việc chậm (slow jobs) để làm các công việc nhanh (quick jobs), điều này chỉ làm Lead Time tổng thể dài hơn.
-
Giải pháp (Leading KPIs): Cung cấp phản hồi bằng cách sử dụng chỉ số KPI dẫn dắt (leading KPIs) mà thợ máy có thể sử dụng để tự cải thiện, ví dụ:
-
Số ngày một đơn hàng đã chờ đợi tại một máy (thể hiện mức độ tắc nghẽn).
-
Thời gian thiết lập công việc so với các thợ máy khác (thể hiện sự tuân thủ tiêu chuẩn SMED).
-
🧭 Bắt Đầu Từ Đâu?
Việc thiết lập mức WIP tối ưu, thực hiện quy trình SMED toàn diện hay xây dựng các bộ KPI hữu ích có thể là một thách thức lớn, đặc biệt đối với các xưởng vừa và nhỏ (SMEs) phải xử lý số lượng lớn các công việc khối lượng thấp (high mix, low volume jobs).
Để vượt qua rào cản này, nhiều doanh nghiệp đã tìm kiếm sự hỗ trợ từ các đối tác chuyên nghiệp như Seco Tools.
Quy trình Đánh giá Sản xuất Toàn diện Seco (Seco Manufacturing Evaluation) , chẳng hạn, sẽ xem xét mọi khía cạnh từ quy trình gia công riêng lẻ đến toàn bộ môi trường sản xuất để đưa ra báo cáo đầy đủ về các bước cần thiết nhằm cải thiện năng suất và kiểm soát Lead Time.
Nếu bạn quan tâm đến việc tối ưu hóa quy trình vận hành và kiểm soát Lead Time, hãy liên hệ với đối tác của Seco Tools để tìm hiểu thêm.

📞 Thông Tin Liên Hệ:
Hãy liên hệ với Tân Hợp Tiến ngay hôm nay để được tư vấn về các giải pháp tối ưu hóa quy trình sản xuất và kiểm soát thời gian giao hàng.
-
Website: https://tanhoptien.com/
-
Email: info@tanhoptien.com
-
Hotline: 0972 816 623 – 0913 336 484

- Tối Ưu Gia Công Tiện Inox: Làm Chủ Công Nghệ Tiện Động Học Và Kiểm Soát Phoi
- Thách Thức Khoan Lỗ Ngành Ô Tô: Bí Quyết Đảm Bảo Độ Ổn Định Trong Sản Xuất Hàng Loạt
- Cách Chọn Dao Phay Bước Tiến Cao (High Feed Milling) Phù Hợp Nhất
- Phay Mặt CNC (Face Milling) Là Gì? Ý Nghĩa, Phương Pháp Và Công Cụ Đột Phá Hiệu Suất
- Phay Mặt và Phay Cạnh: Lựa Chọn Phương Pháp Tối Ưu Cho Mọi Lát Cắt
- Thép Không Gỉ (Stainless Steel): Đặc Điểm, Phân Loại Và Bí Quyết Gia Công
- Nhóm Vật Liệu H: Thép Đã Qua Tôi Cứng (Hardened Steel)
- Nhóm Vật Liệu S: Siêu Hợp Kim Chịu Nhiệt Và Hợp Kim Titan
- Nhóm Vật Liệu N (Kim Loại Phi Sắt): Đặc Điểm Và Bí Quyết Gia Công Nhôm Tối Ưu
- Nhóm Vật Liệu P (Thép): Đặc Điểm Kỹ Thuật Và Bí Quyết Gia Công Tối Ưu
- Nhóm Vật Liệu K (Gang): Đặc Điểm Kỹ Thuật Và Bí Quyết Gia Công Tối Ưu
- Dynamic Milling (Phay Phá Thô Tiên Tiến): Bí Quyết Bứt Phá Năng Suất Gia Công Lên 70%
- Tinh Chỉnh Tốc Độ Cắt: Từ Dữ Liệu Catalog Đến Giá Trị Thực Tế
- 7 Lợi Ích Của Dụng Cụ Cắt Gọt Đa Năng Trong Gia Công Kim Loại
- 5 Xu Hướng Sản Xuất Gia Tăng Đột Phá Trong Sản Xuất Và Chế Tạo Dụng Cụ
- 🔓 Phá Vỡ Tắc Nghẽn Sản Xuất: 8 Bước Tối Ưu Hóa Quy Trình Cắt Gọt Kim Loại
- In 3D (Additive Manufacturing) Đánh Dấu Bước Ngoặt Trong Ngành Y Tế
- Vượt Qua Thách Thức Chuỗi Cung Ứng Và Tăng Hiệu Quả Gia Công Thép Không Gỉ
- Quản Lý Mài Mòn Dụng Cụ Khi Gia Công Thép Không Gỉ (Stainless Steel)
- Góc Công Nghệ: Sự Lên Ngôi Của MMCs – Ưu Điểm, Thách Thức Và Giải Pháp Gia Công Vật Liệu Composite Ma Trận Kim Loại
- Hướng Dẫn Lựa Chọn Dụng Cụ Và Tối Ưu Dữ Liệu Cắt Khi Gia Công Thép Không Gỉ (Inox)
- Góc Công Nghệ: Tiên Phong Trong Độ Chính Xác – Đổi Mới Của Công Nghệ Gia Công Laser
- Góc Công Nghệ: Vượt Qua Những Phức Tạp Trong Chuỗi Cung Ứng Hàng Không Vũ Trụ
- Doa Lỗ Chính Xác Hoàn Hảo: Kỹ Thuật Reaming Thành Công Với Nanojet Của Seco
- 8 Ưu Điểm Đột Phá Của Phay Bước Tiến Cao (High Feed Milling) Với Mảnh Hợp Kim Thay Thế
Tin cùng loại