Dao tiện CNC là gì?
Trong công nghiệp chế tạo máy, có nhiều loại dao cắt được sử dụng trong gia công cơ khí có loại đơn giản chỉ có một phần cắt như dao tiện; có loại phức tạp gồm nhiều phần cắt như dao phay, dao chuốt,…Để tìm hiểu rõ hơn về dao tiện CNC thì cùng tham khảo bài viết dưới đây nhé.
Trong công nghiệp chế tạo máy, có nhiều loại dao cắt được sử dụng trong gia công cơ khí có loại đơn giản chỉ có một phần cắt như dao tiện; có loại phức tạp gồm nhiều phần cắt như dao phay, dao chuốt,…Để tìm hiểu rõ hơn về dao tiện CNC thì cùng tham khảo bài viết dưới đây nhé.
Về dao cắt của tất cả các loại dụng cụ về cơ bản giống nhau và giống với dao cắt đơn ( dao tiện). Do đó, về hình học, chỉ cần khảo sát cho dao cắt như dao tiện.
1. Tổng quan về dao tiện CNC
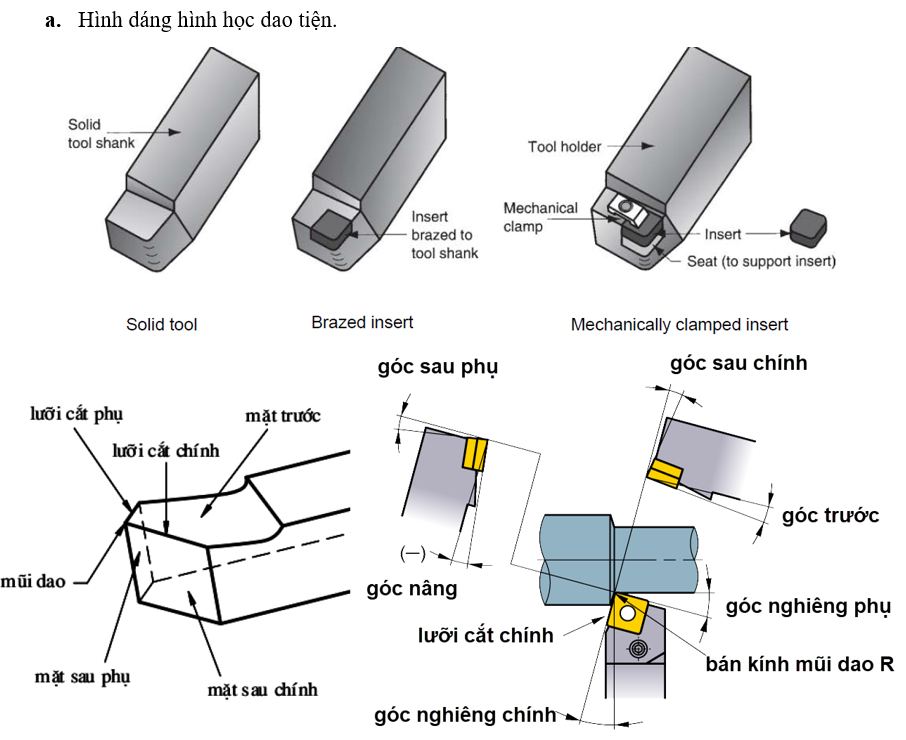
a) Cấu tạo của dao gồm có đầu dao và thân dao tiện
Thân dao tiện dùng để kẹp dao trên bàn dao của máy. Thân dao tiện dao gồm chiều cao (h), chiều rộng (B) và chiêu dài (L). Hình dạng thân dao có tiết diện tròn hoặc hình khối tùy theo mục đích gia công chọn cán dao phù hợp.
Đầu dao tiện được hình thành do mài và gồm có: Mặt trước, mặt sau, lưỡi cắt và mũi dao
- Mặt trước là mặt theo do phoi thoát ra trong quá trình cắt.
- Mặt sau là mặt đối diện với bề mặt đang gia công của chi tiết. Người ta phân biệt mặt sau chính 2 và mặt sau phụ 3.
- Mũi dao 4 là chỗ nối tiẽp giữa lười cắt chính và lưỡi cắt phụ.
- Lưỡi cắt là giao tuyến của mặt trước và mặt sau. Người ta cũng chia ra hai loại: lưỡi cắt chính và lưỡi cắt phụ.
- Lưỡi cắt chính 6 là giao tuyến của mặt trước và mặt sau chính, giữ nhiệm vụ chủ yếu trong quá trình cắt.
- Lưỡi cắt phụ 5 là giao tuyến của mặt trước và mặt sau phụ.
b)Khảo sát thành phần kết cấu của dao tiện, các bề mặt chi tiết khi tiếp xúc với dụng cụ như sau:
– Bề mặt chi tiết đã gia công (mặt E).
– Bề mặt đang gia công (mặt C).
– Bề mặt chưa gia công (đợi gia công) (mặt F).
2. Các thông số hình học của dao tiện
Các góc chính của dao được đo trong mặt cắt chính, là mặt phẳng thẳng góc với hình chiếu của lưỡi cắt chính trên mặt phẳng đáy:
- Góc sau chính α, là góc giữa mặt cắt và mặt sau chính của dao tại điểm kê lưỡi cắt chính. Cần có góc sau để giảm ma sát giữa mặt sau của dao và mặt của chi tiết gia công. Góc sau thường lấy trong khoảng 2-12°.
- Góc sắc β, là góc giữa mặt trước và mặt sau chính của dao. Độ bền phần làm việc của dao phụ thuộc vào góc này.
- Góc trước γ, là góc giữa mặt trước của dao và mặt phẳng vuông góc với mặt phẳng cắt đi qua lưỡi cắt chính của dao. Góc này cần có để giảm lực cắt, đồng thời giảm ma sát giữa phoi và mặt trước của dao.
Thông số dao tiện CNC
Khi gia công kim loại dẻo, góc γ lấy trong khoảng 10-20° hoặc lớn hơn.
Khi gia công thép, đặc biệt khi dao làm bằng hợp kim cứng, góc γ lấy gần bằng không hoặc lấy trị số âm. còn khi gia công bằng các dao định hình (dao tiện định hình, dao phay định hình, dao phay ren, dụng cụ cắt răng, V. V.) góc trước γ phải bằng không hoặc rất nhỏ (từ 2 đến 4°).
- Góc cắt δ , là góc giữa mặt trước của dao và mặt phẳng cắt.
- Các góc phụ của dao α1, β1 và δ1 đo trong mặt cắt phụ và cũng được xác định tương tự như các góc chính của dao
- Các góc nghiêng đo trong mặt phẳng dày.
- Góc nghiêng chính φ, là góc giữa hình chiếu của lưỡi cắt chính trên mặt đáy và chiều chạy dao.
- Góc nghiêng phụ φ1 là góc giữa hình chiếu của lưỡi cắt phụ trên mặt đáy và chiều ngược với phương chạy dao.
- Góc mũi dao ε, là góc giữa các hình chiếu của lưỡi cắt chính và phụ trên mặt phẳng đáy.
Thông số hình học (các góc mài sắc) của bất cứ dụng cụ cắt gọt nào (dao phay, mũi khoan, mũi dao, V. . V.) đều được xác định tương tự như dao tiện
Website: https://tanhoptien.com/
Email: info@tanhoptien.com
Hotline: 0972 816 623
Điện thoại: 0243 26 26 65
Địa chỉ VPGD: Phòng 810, tòa CT2B, Khu đô thị Mễ Trì Hạ, Quận Nam Từ Liêm, TP. Hà Nội

- Tối Ưu Gia Công Tiện Inox: Làm Chủ Công Nghệ Tiện Động Học Và Kiểm Soát Phoi
- Thách Thức Khoan Lỗ Ngành Ô Tô: Bí Quyết Đảm Bảo Độ Ổn Định Trong Sản Xuất Hàng Loạt
- Cách Chọn Dao Phay Bước Tiến Cao (High Feed Milling) Phù Hợp Nhất
- Phay Mặt CNC (Face Milling) Là Gì? Ý Nghĩa, Phương Pháp Và Công Cụ Đột Phá Hiệu Suất
- Phay Mặt và Phay Cạnh: Lựa Chọn Phương Pháp Tối Ưu Cho Mọi Lát Cắt
- Thép Không Gỉ (Stainless Steel): Đặc Điểm, Phân Loại Và Bí Quyết Gia Công
- Nhóm Vật Liệu H: Thép Đã Qua Tôi Cứng (Hardened Steel)
- Nhóm Vật Liệu S: Siêu Hợp Kim Chịu Nhiệt Và Hợp Kim Titan
- Nhóm Vật Liệu N (Kim Loại Phi Sắt): Đặc Điểm Và Bí Quyết Gia Công Nhôm Tối Ưu
- Nhóm Vật Liệu P (Thép): Đặc Điểm Kỹ Thuật Và Bí Quyết Gia Công Tối Ưu
- Nhóm Vật Liệu K (Gang): Đặc Điểm Kỹ Thuật Và Bí Quyết Gia Công Tối Ưu
- Dynamic Milling (Phay Phá Thô Tiên Tiến): Bí Quyết Bứt Phá Năng Suất Gia Công Lên 70%
- Tinh Chỉnh Tốc Độ Cắt: Từ Dữ Liệu Catalog Đến Giá Trị Thực Tế
- 7 Lợi Ích Của Dụng Cụ Cắt Gọt Đa Năng Trong Gia Công Kim Loại
- 5 Xu Hướng Sản Xuất Gia Tăng Đột Phá Trong Sản Xuất Và Chế Tạo Dụng Cụ
- 🔓 Phá Vỡ Tắc Nghẽn Sản Xuất: 8 Bước Tối Ưu Hóa Quy Trình Cắt Gọt Kim Loại
- ⏱️ 5 Bí Quyết Vàng Để Kiểm Soát và Cải Thiện Thời Gian Giao Hàng (Lead Times)
- In 3D (Additive Manufacturing) Đánh Dấu Bước Ngoặt Trong Ngành Y Tế
- Vượt Qua Thách Thức Chuỗi Cung Ứng Và Tăng Hiệu Quả Gia Công Thép Không Gỉ
- Quản Lý Mài Mòn Dụng Cụ Khi Gia Công Thép Không Gỉ (Stainless Steel)
- Góc Công Nghệ: Sự Lên Ngôi Của MMCs – Ưu Điểm, Thách Thức Và Giải Pháp Gia Công Vật Liệu Composite Ma Trận Kim Loại
- Hướng Dẫn Lựa Chọn Dụng Cụ Và Tối Ưu Dữ Liệu Cắt Khi Gia Công Thép Không Gỉ (Inox)
- Góc Công Nghệ: Tiên Phong Trong Độ Chính Xác – Đổi Mới Của Công Nghệ Gia Công Laser
- Góc Công Nghệ: Vượt Qua Những Phức Tạp Trong Chuỗi Cung Ứng Hàng Không Vũ Trụ
- Doa Lỗ Chính Xác Hoàn Hảo: Kỹ Thuật Reaming Thành Công Với Nanojet Của Seco
Tin cùng loại