Dao chuốt- Broach
Dao chuốt - Broach
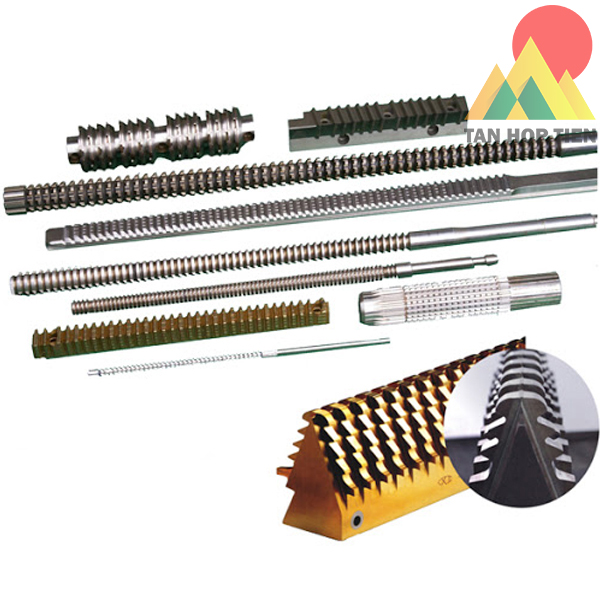
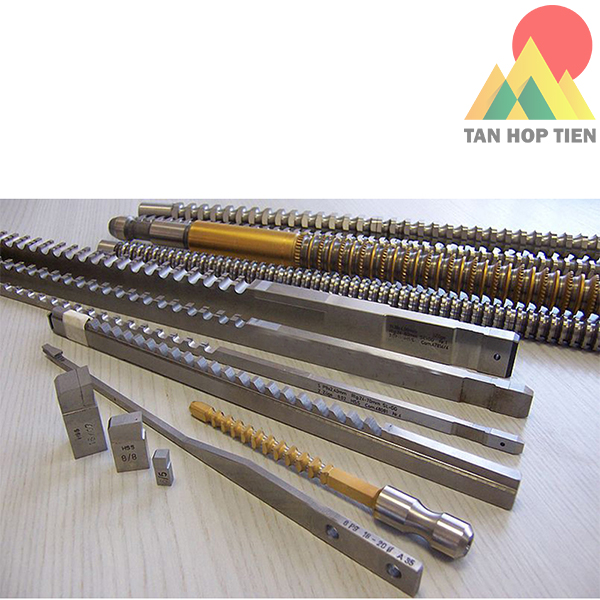
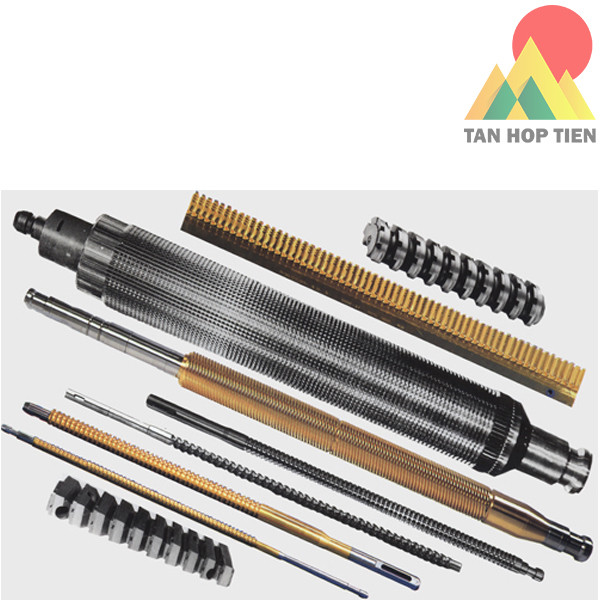
Dao chuốt - Broach là một loại dụng cụ cắt có năng suất cao, đảm bảo độ chính xác và độ nhẵn bề mặt cao. Đặc biệt dao chuốt đạt hiệu quả kinh tế cao vì không có dụng cụ nào khác thay thế được khi phải gia công các lỗ có hình dáng phức tạp với yêu cầu độ chính xác và độ nhẵn bề mặt cao.
Cấu tạo dao chuốt lỗ trụ:
1. Phần nối tiếp Bao gồm đầu dao, cổ dao, côn chuyển tiếp.
2. Phần định hướng
2.1 Phần định hướng trước
Góc trước của các răng dao chuốt chủ yếu được chọn phụ thuộc vật liệu gia công.
Góc trước ảnh hưởng rất lớn đến lực cắt và độ nhẵn bề mặt gia công, nhưng ít ảnh hưởng đến độ mòn và tuổi bền của dao.
Để chuốt vật liệu gang, đồng thanh, đồng thau trên mặt trước răng cắt tinh và răng sửa đúng được tạo ra cạnh viền tăng bền có f = 0,5 ~ 1 mm và γf = 5° ~ (-5°).
2.2 Phần định hướng sau
Khi chuốt, chiều dày lớp cắt rất nhỏ nên răng dao bị mòn chủ yếu theo mặt sau, vậy góc sau có ảnh hưởng lớn tuổi bền và tuổi thọ của dao chuốt. Nếu chọn góc sau lớn có thể cải thiện điều kiện cắt nhưng làm giảm đường kính dao chuốt rất nhanh khi mài lại. Để tăng tuổi thọ của dao chuốt, trên mặt sau của răng cắt thô và răng cắt tinh được tạo cạnh viền có f' = 0,05mm và αf' =0. Còn với răng sửa đúng cho phép lấy f' = 0,2 ~ 0,3mm.
3. Phần làm việc:
3.1 Phần cắt:
Làm nhiệm vụ cắt gần hết lượng dư để tạo ra hình dáng kích thước của bề
mặt gia công. Phần cắt gồm nhiều răng cắt thô và một số răng cắt tinh. Các răng cắt có chiều
cao hoặc chiều rộng tăng dần để tạo ra lượng nâng của răng. Khi cắt vật liệu dẻo, trên các
răng có thể bố trí các rãnh chia phoi.
3.2 Phần sửa đúng:
Làm nhiệm vụ sửa đúng hình dáng kích thước để nâng cao độ chính xác và độ nhẵn bề mặt gia công. Phần sửa đúng gồm một số răng sửa đúng có đường kính bằng nhau và bằng kích thước lỗ chuốt. Trên răng sửa đúng không có rãnh chia phoi.
+ Lượng nâng của răng dao
Trị số lượng nâng Sz ảnh hưởng lớn đến độ nhẵn bề mặt gia công, lực chuốt và chiều dài dao chuốt.
Răng cắt thô đầu tiên có nhiệm vụ sửa đúng biên dạng lỗ phôi nên thường bố trí lượng nâng bằng 0.
Các răng cắt thô còn lại có lượng nâng bằng nhau.
Khi chuốt lỗ trụ, lỗ then hoa, thường lấy Sz = 0,02 ~ 0,08mm
Khi chuốt rãnh then, thường lấy Sz = 0,05 ~ 0,12mm.
Các răng sửa đúng có lượng nâng bằng 0. Để tránh giảm lực cắt đột ngột, giữa răng cắt thô và răng sửa đúng được bố trí từ 2~ 4 răng cắt tinh với lượng nâng giảm dần, có thể phân bố như sau:
Lượng nâng của răng cắt tinh thứ nhất: Szt1 = 0,8 Sz
Lượng nâng của răng cắt tinh thứ hai: Szt2 = 0,6 Sz
Lượng nâng của răng cắt tinh thứ ba: Szt3 = 0,4 Sz
Lượng nâng của răng cắt tinh cuối cùng không nên nhỏ hơn 0,004mm để tránh hiện tượng không cắt mà chỉ trượt miết trên bề mặt gia công.
+ Chiều dài tổng cộng của dao chuốt:
Chiều dài tổng cộng của dao chuốt phải bảo đảm các yêu cầu sau:
- Không vượt quá hành trình lớn nhất của máy chuốt.
- Phải phù hợp với trang thiết bị hiện có của nhà máy.
- Chiều dài dao hợp lý bảo đảm thuận tiện khi chế tạo, nhiệt luyện và sử dụng.
Chiều dài dao chuốt cần được kiểm nghiệm theo điều kiện cứng vững cho phép. Với dao chuốt
lỗ cần bảo đảm điều kiện:
Ld ≤ (30 ~ 40) D4
Trong đó: D4- đường kính phần định hướng sau, mm .
+ Kiểm tra bền dao chuốt:
Muốn gia công được, lực kéo Q của máy chuốt phải lớn hơn lực chuốt lớn nhất Pmax, tức là
phải bảo đảm điều kiện: Pmax < Q
Sản phẩm có nhiều kích thước khác nhau tùy thuộc ứng dụng, liên hệ Tanhoptien để được tư vấn chi tiết sản phẩm phù hợp khi gia công và báo giá chính xác
Nhấn để xem thêm các sản phẩm dao phay lăn răng khác
Thông tin liên hệ:
Công ty cổ phần đầu tư phát triển Tân Hợp Tiến
Website: https://tanhoptien.com/
Email: info@tanhoptien.com
Hotline: 0972 816 623 – 0913 336 484
.jpg)
